

Cole Carbide Industries: Global Leader in Carbide Cutting Tool Solutions.
Cole Carbide is the leading manufacturer of precision-ground carbide cutting tool solutions and cutting tool systems. Cole satisfies diverse market application challenges by offering standard products and custom engineered solutions through manufacturing facilities, distribution centers and sales outlets located worldwide.
The Cole Family of Companies is defined through three subsidiaries – Cole Carbide Industries for Cole Engineered Products and Cole Tooling Systems for Cole Oil, Gas & Water, Millstar Tooling, Omnithread Milling, and Indexa-V Carbide Drilling Products, and Cole Diversified Products for the Rivit Group.
Cole Carbide Industries, Inc., is headquartered in Orion Township, Michigan and is ISO 9001:2015 Certified with DNV-GL
-
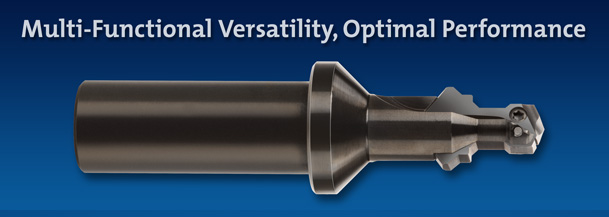
Featured Product from Millstar - EIV5 Variable Helix Variable Flute End Mill

Millstar's EIV5 Series is revitalizing conventional practices for the modern machine shop. The EIV5 provides a unique combination of radial grind, variable helix, variable pitch and radius preparation for maximum versatility and surgical precision. It’s the ideal end mill for diverse machining applications including medical and aerospace. Learn more
-
Featured News from Cole Carbide

In a continued effort to advance hands-on classroom learning in engineering technology, Millstar has partnered with Seaholm High School in Birmingham, Mich. Millstar's most recent donation - a collection of tool holders, collets, shell cutters, carbide inserts and Solid carbide end mills - helped provide students with the tooling and applications needed to approach CNC technology and machining. Read more
-
Featured Product from Indexa-V
When it comes to drilling, it's all about the "V." Indexa-V drill products' unique "V" seat design helps to maintain accuracy, size control and improved machined surface finishes. Our custom tools optimize performance. Learn more

About Cole Carbide









Cole Facilities - Cass City, Michigan
Part of the Cole tradition of excellence is the continuing commitment to facility upgrades, expansion and improvement. For example, recent investment has made Cole's carbide manufacturing facility in Cass City, Michigan one of the finest and most efficient in the industry.